感应淬火与火焰淬火的区别及优势
感应淬火与火焰淬火的区别及优势
感应淬火的原理
感应加热表面淬火,是利用电磁感应、集肤效应、涡流和电阻热等电磁原理,使工件表层快速加热,并快速冷却的热处理工艺。
感应加热表面淬火时,将工件放在铜管制成的感应器内,当一定频率的交流电通过感应器时,处于交变磁场中的工件产生感应电流,由于集肤效应和涡流的作用,工件表层的高密度交流电产生的电阻热,迅速加热工件表层,很快达到淬火温度,随即喷水冷却,工件表层被淬硬。
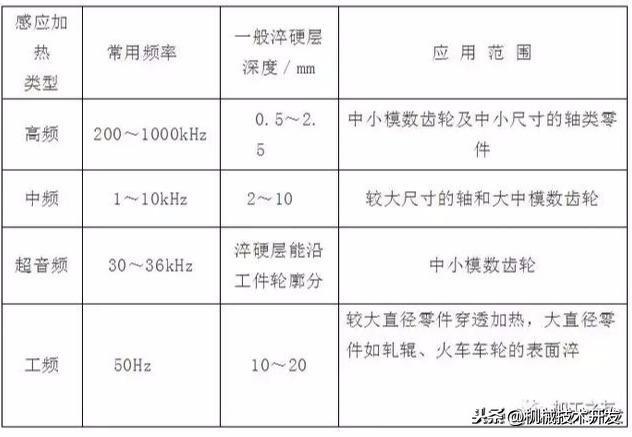
感应加热时,工件截面上感应电流的分布状态与电流频率有关。电流频率愈高,集肤效应愈强,感应电流集中的表层就愈薄,这样加热层深度与淬硬层深度也就愈薄。
因此,可通过调节电流频率来获得不同的淬硬层深度。

感应淬火与火焰淬火的区别和优势
表面热处理是通过改变零件表层组织,以获得硬度很高的马氏体,而保留心部韧性和塑性(即表面淬火),或同时改变表层的化学成分,以获得耐蚀、耐酸、耐碱性,及表面硬度比前者更高(即化学热处理)的方法。
感应淬火:感应加热速度极快,只需几秒或十几秒。淬火层马氏体组织细小,机械性能好。工件表面不易氧化脱碳,变形也小,而且淬硬层深度易控制,质量稳定,操作简单,特别适合大批量生产。
常用于中碳钢或中碳低合金钢工件,例如45、40Cr、40MnB等。也可用于高碳工具钢或铸铁件,一般零件淬硬层深度约为半径的1/10时,即可得到强度、耐疲劳性和韧性的良好配合。感应加热表面淬火不宜用于形状复杂的工件,因感应器制作困难。
表1-1 感应加热种类及应用范围
感应淬火的优点
1、表层硬度比普通淬火高2-3HRC,并具有较低的脆性;
2、疲劳强度,冲击韧性都有所提高,一般工件可提高20-30%;
3、变形小;
4、淬火层深度易于控制;
5、淬火时不易氧化和脱碳;
6、可采用较便宜的低淬透性钢;
7、操作易于实现机械化和自动化,生产率高;
8、电流频率愈高,淬透层愈薄。
火焰淬火的原理
火焰表面淬火:是用乙炔-氧或煤气-氧的混合气体燃烧的火焰,喷射到零件表面上,快速加热,当达到淬火温度后,立即喷水或用乳化液进行冷却。
淬透层深度一般为2-6mm,过深往往引起零件表面严重过热,易产生淬火裂纹。
表面硬度:钢可达HRC65,灰铸铁为HRC40-48,合金铸铁为HRC43-52。
这种方法简便,无需特殊设备,但易过热,淬火效果不稳定,因而限制了它的应用。
适用于单件或小批生产的大型零件和需要局部淬火的工具或零件,如大型轴类、大模数齿轮等。

常用钢材为中碳钢,如35、45及中碳合金结构钢(合金元素<3%),如40Cr,65Mn等,还可用于灰铸铁、合金铸铁件。
碳含量过低,淬火后硬度低,而碳和合金元素过高,则易碎裂,因此,以含碳量右0.35-0.5%之间的碳素钢最适宜。
常用中碳钢(0.4-0.5%C)和中碳合金结构钢,也可用高碳工具钢和低合金结构钢,以及铸铁。
对于小直径10-20mm的零件,建议用较深的淬透层深度,即可达半径的1/5;一般零件淬透层深度为半径的1/10左右时,可得到强度、耐疲劳性和韧性的最好配合。对于截面较大的零件可取较浅的淬透层深度,即小于半径1/10以下。
表1-2感应淬火、火焰淬火、电炉淬火后碳钢的疲劳强度比较

图文来自网络转载,转载目的在于传递更多信息。我们尊重原创,版权归原作者所有,若未能找到作者和出处望谅解,谢谢
标签: